





パイプキャップの材料の問題:
ヘッドに使用される材料は、関連する基準と仕様に従って選択する必要があり、その機械的特性と化学組成は設計要件を満たす必要があります。ただし、材料自体の欠陥や不適切な材料の選択など、いくつかの問題が原因で、亀裂、変形など、使用中にヘッドが質の高い問題を抱えている場合があります。
解決:
1.非標準材料の使用を避けるために、商品の購入を厳密に管理する。
2。材料の検査と品質管理の尺度を強化して、材料に欠陥があるかどうかを確認する。
3.不一致を避けるために、適切な資料を選択します。
キャップのエンドプロセスの問題:
ヘッドの製造プロセスでは、プロセス制御も非常に重要です。プロセス制御が厳格でない場合、寸法偏差や溶接品質の低下などの問題が発生する可能性があります。
解決:
1.プロセスパラメーターを厳密に制御して、最終製品サイズの精度を確保します。
2.製造プロセス中のプロセスパラメーターと品質管理の監視を強化して、時間内の逸脱を防止および修正する。
3.溶接の品質を確保するために、溶接プロセスの品質検査を強化します。
ステンレス鋼パイプキャップ(エンドキャップ)設計問題:
頭の設計には、不一致の幾何学的寸法や不合理な構造などの欠陥もある場合があります。
解決:
1.設計プロセス中に、使用環境や労働条件などの要因を完全に考慮する必要があり、関連する基準と仕様を参照して設計を実行する必要があります。
2。過度のストレス集中を避けるために、合理的なサポートとベアリング構造を設計します。
3.ヘッド構造を最適化して、空気の漏れや設計上の問題による亀裂などの問題を避けます。
要約すると、ヘッドの製造で発生する可能性のある問題には、主に材料の選択、プロセス制御、設計上の欠陥などが含まれます。このために、品質検査を強化し、厳格なプロセス制御と最適化設計を強化して、品質の問題と安全性の危険を回避することにより、これらの問題を防止および解決できます。
導入
| パイプキャップ | |
| アイテム | ステンレス鋼パイプキャップ |
| 標準 | ASME/ANSI B16.9、DIN2650,2615,2616,2617、JIS B2311、2312,2313、EN 10253-11、EN10253-2、GB |
| 材料 | 炭素鋼(ASTM A234WPS、A234WPC、A420 WPL6)、 (ST45.8 A105 A106 STG42) 合金鋼(ASTM A234 WP12/WP11/WP22/WP5/WP9/WP91) ステンレス鋼(ASTM A403 WP304/WP304L/WP316/WP316L) |
| 表面 | 透明なオイル、熱い亜鉛メッキ |
| タイプ | フォーミングを押します |
| サイズ | NP 1/2-12” |
| 納期 | プリペイドを受け取ってから5〜30日以内 |
| パッキング | 木製の箱 |
| 応用 | 石油化学およびガス産業、化学物質、機械、電力、造船、建設水工事、バルブ産業。 |
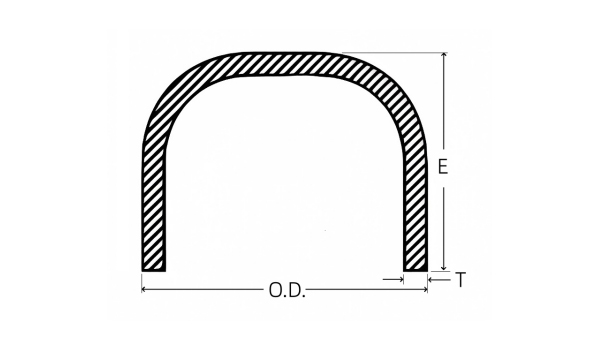
寸法ANSI B16.9(S/RANSI B16.28)
ユニット:インチ
| 公称パイプサイズ | 外径 | 壁の厚さのスケジュール | 長さ | |||
| t | ||||||
| np | O.D. | 5秒 | 10秒 | 40代 | 80年代 | e |
| 1/2 | 0.840 | 0.065 | 0.083 | 0.109 | 0.147 | 1.00 |
| 3/4 | 1.050 | 0.065 | 0.083 | 0.113 | 0.154 | 1.00 |
| 1 | 1.315 | 0.065 | 0.109 | 0.133 | 0.179 | 1.50 |
| 1 1/4 | 1.660 | 0.065 | 0.109 | 0.140 | 0.191 | 1.50 |
| 1 1/2 | 1.900 | 0.065 | 0.109 | 0.145 | 0.200 | 1.50 |
| 2 | 2.375 | 0.065 | 0.109 | 0.154 | 0.218 | 1.50 |
| 2 1/2 | 2.875 | 0.083 | 0.120 | 0.203 | 0.276 | 1.50 |
| 3 | 3.500 | 0.083 | 0.120 | 0.216 | 3.000 | 2.00 |
| 3 1/2 | 4.000 | 0.083 | 0.120 | 0.226 | 0.318 | 2.50 |
| 4 | 4.500 | 0.083 | 0.120 | 0.237 | 0.337 | 2.50 |
| 5 | 5.563 | 0.109 | 0.134 | 0.258 | 0.375 | 3.00 |
| 6 | 6.625 | 0.109 | 0.134 | 0.280 | 0.432 | 3.50 |
| 8 | 8.625 | 0.109 | 0.148 | 0.322 | 0.500 | 4.00 |
| 10 | 10.750 | 0.134 | 0.165 | 0.365 | 0.500 | 5.00 |
| 12 | 12.750 | 0.156 | 0.180 | 0.375 | 0.500 | 6.00 |














2007年に設立され、2022年にZhijiang州のLongyou経済開発ゾーンに移動しました。130,000平方メートルの面積、30以上の生産ライン、300人の労働者、20人のR&D人、30人の検査人、年間50,000トンの生産量をカバーしています。
ISO9001:2008品質管理システム、PED 97/23/EC EUプレッシャー機器指令認証、中国特別機器製造ライセンス(圧力チューブ)TS認定、ASME認定、ISO14000:2004環境管理システム、クリーナー生産(グリーンエンタープライズ)、および中国分類局(CCS)などのsigre船の登録局(グリーンエンタープライズ)に合格しました。 Shipping(LR)、Deutsche Veritas(GL)、Bureau Veritas Society(BV)、Det Norske Veritas(DNV)、および韓国の海運登録(KR)工場認証。
主な製品には、石油、化学産業、原子力産業、製錬、造船、医薬品、食品、水保全、電力、新しいエネルギー、機械装備、およびその他の畑で広く使用されているステンレス鋼のパイプ、パイプ継手、フランジ、バルブなどが含まれます。同社は、「生存の品質、開発の評判」の企業の教義を順守し、すべての顧客に耐久性のある状況を生み出すために心から奉仕しています。
サニタリーステンレス継目無管とは ヨーグルトのバッチには、移送ライン内の単一の傷から異臭が付着する可能性があります。これが、衛生的なステンレス鋼シームレスチューブが存在する実際的な理由です。衛生的な処理システムには、完全に洗浄され、バクテリアの定着を妨げるものがない内面が必要です。 シームレス構造により、溶接されたチューブに依存する溶接の継ぎ目がなくなります。溶...
詳細をご覧ください表面処理がステンレス鋼管の寿命を決める理由 ステンレス鋼管の孔食、隙間腐食、微生物汚れに対する耐性が、合金の化学的性質だけで決まることはほとんどありません。多くの場合、表面仕上げと、製造および溶接によって残された熱影響ゾーンによって、システムがクリーンな蒸気テストに合格するか、最初の 500 動作時間以内に不合格になるかが決まります。表面処理を二の次の考慮事項として扱う調達...
詳細をご覧ください化学処理工場が 316L ステンレス鋼チューブを指定する場合、内面にミル加工による微細な欠陥が残っている場合、材料グレードだけでは孔食を防ぐことはできません。合金の化学的性質だけでなく、最終的な表面処理によって、チューブが腐食性媒体に何年も耐えられるか、それとも数か月以内に破損するかが決まります。衛生的、高純度、または腐食性の流体システム用のチューブを調達するエンジニアにとって、機械的...
詳細をご覧くださいあなたのメールアドレスとあなたを共有することはありません
いつでもオプトアウトできます、私たちは約束します。
ステンレスの生産に特化しています
Steel Pipe
No.188 Binkang Road、Xixing Street、Binjiang District、Hangzhou City、Zhijiang省、中国
+86 18969027607
sales@xhxmat.com
Copyright © Xinhang Special Material Co.、Ltd。Hangzhou Branch Rights Reserved.



